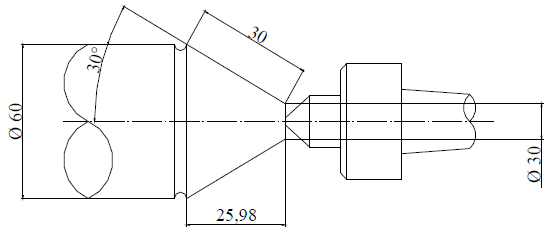
Para uma das etapas do processo de produção de um dado produto, a folha de processo apresenta a figura da operação de usinagem a seguir.
Título: processo de torneamento cônico.
Diâmetro inicial do tarugo de sae 1020: 60 mm.
Tempos passivos nas operações: 5,2 minutos.
Tempo de troca das ferramentas: 4,5 minutos.
Fórmula geral para cálculo dos tempos ativos na operação: t = (l/(a.n)), l é o comprimento torneado, a é o avanço e n é a rotação em rpm. < Torneamento cônico >
| Desbaste |
Acabamento |
| a = 0,30 mm/volta |
a = 0,20 mm/volta |
| n = 900 rpm |
n = 2970 rpm |
| Profundidade p = 4,5 mm/passe |
Profundidades p = 1,2 mm/passe 1 + p = 0,3 mm/passe 2 |
td = tempo de desbaste: 3 passes com profundidade p = 4,5 mm.
td = \( ∑ \) L(i)/(a.n), onde L(i) = comprimento da geratriz do cone, que é diferente em cada passe, para \( θ \) = 30º representado na figura, e o símbolo \( ∑ \) significa somatório.
ta = tempo de acabamento: 2 passes, sendo o primeiro com profundidade de 1,2 mm e outro com profundidade de 0,3 mm. Usar os valores de “a” e “n” para o torneamento cônico da tabela anterior.
Calcule a Produção Horária (PH) para hora técnica (Ht) de 100 minutos e marque a alternativa correta.