Foram encontradas 50 questões.
Respondida
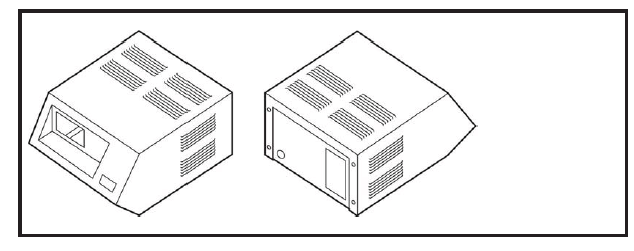
Analise a figura e indique o conjunto de planificações mais eficiente, considerando a facilidade produção (corte/vinco, furação, soldagem e acabamento) e a agilidade de montagem, sabendo-se que será utilizado a chapa de aço carbono galvanizado fina e para a união, a solda elétrica por ponto. (desconsidere as aletas de arrefecimentos)
Respondida
Durante a atividade de Projeto Assistido por Computador – CAD
é comum se adotar código de cores/linhas para especificação de
conjuntos mecânicos e/ou peças. O recurso a ser empregado para
se organizar projetos, melhorar a representação e facilitar a
leitura técnica é o
Respondida
A utilização de sistema CAD/CAM, integrado às máquinas
operatrizes equipadas com Controladores Numéricos
Computacionais – CNC – tem contribuído, consideravelmente,
com a dinâmica dos processos de usinagem em diversas
situações técnicas. Quanto aos sistemas CNC e suas principais
vantagens em relação à usinagem convencional devemos
considerar que o(s)
A
sistemas CNC permitem ações (controle) simultâneas de 02
a 05 eixos, através de uma lista de movimentos escrita sob
código específico (G) em linguagem ISO, por meio de
programação de sub-rotinas. Suas principais vantagens são:
aumento do desempenho geral dos equipamentos,
flexibilidade produtiva e redução do custo total de usinagem.
B
CNC é um sistema complementar ao sistema CAM que
possibilita a realização de rotinas de usinagem em tempo
real, através da utilização de uma seqüência de códigos
trigonométricos: Suas principais vantagens são: simulação e
correção dimensional, análise e determinação de ciclos de
usinagem e redução de erros de projeto.
C
sistemas CNC correspondem a um programa que permite a
interação do projeto com a manufatura de modo paralelo, por
meio de informações bidimensionais. Entre as principais
vantagens dos sistemas CNC destacam-se: a facilidade de
dimensionamento de objetos, simplicidade de
desenvolvimento de geometria complexas e redução de
comandos para usinagem.
D
controladores numéricos formam um sistema integrado de
comandos que permite a conversão de dados, tais como:
distâncias, ângulos, temperaturas, concentrações, etc. em
códigos passíveis de serem transformados em objetos
físicos. As principais vantagens são: análise e elaboração de
geometrias, modelagem de produtos e redução de erro nas
rotinas de trabalho.
E
controlador número comanda as ações de uma ou mais
máquinas por interpretação automática de instruções, por
meio de programação de atividades e rotinas baseada em
pontos nas coordenadas X, Y e Z. Suas principais vantagens
são: reduzir o tempo de manufatura, aumentar a precisão
peças usinadas e minimizar os erros de programação.
Respondida
A fresadora universal é considerada uma máquina-operatriz
extremamente dinâmica porque
A
a fresadora é capaz de realizar várias operações, de modo
distinto, utilizando poucos recursos técnicos. Para aumentar
as possibilidades de conformação é necessário o uso de
fresas especiais e de acessórios.
B
desempenha operações com rapidez e precisão, em
decorrência de uma série de ferramentas (fresas) existentes.
Além dessas características, as fresadoras são máquinas
capazes de realizarem tarefas, similares a outras máquinas,
tais como: plaina-limadora, retifica e até mesmo o torno.
C
possui a ajustes do eixo árvore (motriz) em relação à mesa
de trabalho, deste modo é possível a realização de diversas
operações de desbaste e corte, de acordo com o tipo de fresa
utilizada.
D
existem vários tipos de fresadora, o que aumenta o
desempenho operacional desta máquina operatriz. A mais
comum é a fresadora universal, porém existe a fresadora
copiadora, a pantográfica, de barramento e por CNC (central
de usinagem).
E
apresenta uma série de movimentos que, conjugados,
permite a execução de peças com diversas geometrias. Além
disso, existem no mercado, várias fresas e acessórios que
aumentam as possibilidades de conformação por usinagem.
Respondida
Objetos feitos em resina pura são frágeis e quebradiços.
Entretanto, quando incorporados a cargas ou fibras, exibem
características mecânicas muito acima do seu limite de ruptura.
Entre esses materiais de reforço se encontram as fibras de vidro.
Logo, as fibras de vidro são apresentadas no mercado e qual o
tipo indicado para laminação manual (hand-up) de peças curvas e
resistentes à flexão?
A
São apresentadas sob as formas de massa, mantas e tecidos
pré-impregnados que conferem às laminações regularidade
na espessura, mistura homogênea (resina e fibras), leveza à
peça, e resistência mecânica multiaxial.
B
São apresentadas sob as formas de materiais compósitos
(resina, aditivos e fibras) ou fibras puras (maços ou bobinas)
que, posteriormente, serão impregnadas de resinas para a
obtenção de laminas conformadas. Para processos de
laminação manual, indica-se o uso de fibras puras sob a
forma de roving, pois apresentam custos mais baixos de
processamento.
C
São apresentadas sob as formas de fibras picotadas, roving
(rolos de maço de fibras), mantas e tecidos. Para a laminação
manual (hand-up) de peças curvas e resistentes à flexão,
indica-se a utilização de tecidos, pois confere ao laminado
maior resistência direcional, além de facilitar à moldagem
curvas mantendo resistência quadriaxial à flexão.
D
São apresentadas de diversas maneiras que vão desde fibras
picotadas, mantas puras ou pré-impregnadas, tecidos monosdirecionais
ou multi-direcionais que se destinam a variadas
técnicas e aplicabilidades. Para laminações manuais,
aconselha-se o uso de fibras sem pré-impregnação, pois
possibilitam conformações com relativa resistência
mecânica.
E
São apresentadas sob as formas em bobinas de monosfilamento
(fibras), mantas e tecidos. Para a laminação
manual indica-se a utilização de mantas, pois são originadas
de fibras picotadas aleatoriamente, conferindo à peça
resistência mecânica multiaxial.
Respondida
O grupo tecnológico de soldagem que é empregado para
ocasionar a união de peças metálicas sem submetê-las à fusão das
bordas evidencia
A
soldas autógenas, pois permitem união extremamente forte e
rígida. Esta tecnologia consiste na união das partes mediante
arco-elétrico e deposição de material para enchimento.
Como exemplo, temos: as soldas por eletrodo revestido, a
solda a arco-submerso e as soldas a gás inerte.
B
técnicas de soldagem, que adotam o princípio do arcovoltaico
sobre pressão. Esta tecnologia utiliza a corrente
elétrica associada à pressão sob determinado local das
partes, a fim de ocasionar sua união. Como exemplos destes
processos indicam-se as soldas por pontos, solda por costura
e a brasagem.
C
soldagens especiais, pois permitem a adoção de tecnologias
autógenas para unir peças metálicas, sem haver a
necessidade de material de enchimento. Entre essas técnicas,
destacam-se o ultra-som, a eletrônica, o laser que atuam na
micro-estrutura do material, a fim de possibilitar a união
entre as partes.
D
soldas a gás. Esta tecnologia adota o princípio de combustão
de gases visando à união entre as partes e deposição de metal
de enchimento. Entre os processos mais utilizados, estão as
soldas que empregam o oxigênio e o acetileno
(oxiacetilênica) ou o oxigênio e o hidrogênio (oxídrica)
devido ao alto calor gerado pela combustão desses gases.
E
soldas não autógenas, pois são soldas de baixa temperatura.
Essas soldas são utilizadas para ocasionar a união de peças
metálicas utilizando materiais diferentes ou iguais ao metal
das partes a serem unidas. Como exemplo citam-se: as
soldas à base de estanho ou doces, que utilizam ligas a partir
do Cu, Au, Ag, Pb e Sn.
Respondida
As principais diferenças existentes entre modelos funcionais e
protótipos são
A
As principais diferenças entre modelos funcionais e
protótipos estão no dimensionamento. Os protótipos
necessariamente são produzidos em escala natural, enquanto
os modelos funcionais poderão apresentar escalas
diferenciadas (redução ou ampliação) desde que situações
existentes em projeto.
B
Os modelos funcionais se destinam a avaliações
laboratoriais, mesmo assim são confeccionados utilizando
dimensões, materiais e mecanismos idênticos aos
especificados em projeto. Os protótipos são modelos de
série, escolhidos de maneira aleatória para avaliação em
condições reais de uso ou testes de qualidade.
C
Os protótipos se destinam à realização de ensaios mecânicos
laboratoriais e, normalmente, são originários da produção
piloto. Logo, se apresentam idênticos aos modelos de série,
enquanto os modelos funcionais possuem como
características a simulação de materiais, dimensões e uso
durante o desenvolvimento do projeto de produto.
D
Protótipos são modelos em escala natural produzidos com
materiais idênticos aos especificados em projeto, tendo como
finalidade avaliar a eficiência técnica do produto. Os
modelos funcionais são confeccionados com materiais e
soluções diferentes das especificadas no projeto e visam
avaliar aspectos dimensionais, estéticos e usuais.
E
Basicamente, os modelos funcionais e os protótipos não
apresentam muitas diferenças. A principal está relacionada
às especificações e estágio de desenvolvimento dos projetos.
Enquanto os protótipos são modelos de testes finais para
ajustes finos no produto, os modelos funcionais são
intermediários destinados à análise de desempenhos
específicos.
Respondida
As situações de moldagens que são aplicadas às técnicas de préestiramento
da lâmina termoplásticas antes da conformação final
do produto, evidenciam que
A
se utiliza o pré-estiramento da lâmina termoplástica quando
o produto, a ser moldado, apresenta uma forma sujeita a
deformação por esforços mecânicos, necessitando de
nervuras para estruturação, ou quando o moldado apresenta
uma geometria irregular (orgânica).
B
o pré-estiramento é indicado em três situações: quando a
topografia do produto moldado apresenta diversos níveis,
quando o produto possui grande profundidade/altura, ou
quando apresenta grandes dimensões. Deste modo, o préestiramento
contribui para uniformizar a espessura da
lâmina.
C
se indica o pré-estiramento do material quando se utilizam
chapas termoplásticas rígidas, nas situações: grande
espessura (acima de 5 mm) ou se utilizam materiais
multicamadas. Estas condições estabelecem a necessidade de
pré-estiramento par auxílio da conformação final.
D
a utilização do pré-estiramento é aplicada quando se utilizam
sistemas contínuos de conformação, acelerando, assim, o
processo de produção de produtos em decorrência da préconformação
do moldado, para, em seguida, realizar a
moldagem de acabamento.
E
uso de pré-estiramento é aplicado quando se utiliza
processo tecnológico em dois ou mais estágios (conformação
seqüencial), onde o estiramento único poderá ocasionar má
conformação do produto ou até mesmo a ruptura do material.
Logo, o pré-estiramento é condição essencial para uma
conformação adequada.
Respondida
As madeiras industrializadas, tais como: compensados, MDF
(MediumDensity fiberbord ), aglomerados entre outras, são
oferecidas ao mercado sobre a forma de placas padronizadas
(algumas, inclusive, com acabamento superficial). Esta
característica alterou, significativamente, os processos
produtivos, tanto para execução de produtos seriais quanto para
realização de modelos experimentais. A seqüência produtiva para
execução de produtos, utilizando este tipo de matéria-prima, é:
Respondida
O que é interpolação circular em usinagem CNC?
A
Significa a seqüência de comandos necessários para
determinar operações de desbaste em uma máquinaoperatriz.
A partir de dados estabelecidos entre as
coordenadas cartesianas (X, Y e Z) são especificados os
valores referentes às distâncias e direções dos planos de
trabalho em usinagem. Logo, a interpolação circular é o
movimento de trabalho da ferramenta sob o material.
B
Os sistemas CNC necessitam de dados referentes aos
avanços da ferramenta de trabalho. Esses dados são
estabelecidos, por meio de programação que relaciona
distâncias iniciais e finais nos eixos X, Y e Z, mediante uma
seqüência de comandos pertencentes ao sistema de códigos
G. Portanto a interpolação circular corresponde a curso que a
ferramenta realiza em uma operação
C
Corresponde à programação de movimento da ferramenta
durante a realização do trabalho de desbaste. Este
movimento depende da configuração de distâncias
apresentadas pelas coordenadas cartesianas (X, Y e Z) em
relação aos versores centrais, utilizando programação sob os
códigos G. Logo, a interpolação corresponde ao curso de
pontos referente ao movimento da ferramenta.
D
São indicadores de coordenadas cartesianas necessários à
identificação do posicionamento das ferramentas de trabalho
sob o material a ser usinado. De modo geral, a interpolação
corresponde a uma seqüência de códigos G que relacionam
X, Y e Z aos versores de partidas de trabalho.
E
São parâmetros de movimentos estabelecidos sob os eixos
cartesianos (X, Y e Z), a partir da especificação de pontos
iniciais, intermediários e finais, que visam guiar os
movimentos de trabalho da ferramenta. A definição desses
pontos é obtida mediante programação de coordenadas
utilizando os códigos G00 ou G01.