Foram encontradas 394 questões.
Respondida
O grupo tecnológico de soldagem que é empregado para
ocasionar a união de peças metálicas sem submetê-las à fusão das
bordas evidencia
Respondida
As principais diferenças existentes entre modelos funcionais e
protótipos são
A
As principais diferenças entre modelos funcionais e
protótipos estão no dimensionamento. Os protótipos
necessariamente são produzidos em escala natural, enquanto
os modelos funcionais poderão apresentar escalas
diferenciadas (redução ou ampliação) desde que situações
existentes em projeto.
B
Os modelos funcionais se destinam a avaliações
laboratoriais, mesmo assim são confeccionados utilizando
dimensões, materiais e mecanismos idênticos aos
especificados em projeto. Os protótipos são modelos de
série, escolhidos de maneira aleatória para avaliação em
condições reais de uso ou testes de qualidade.
C
Os protótipos se destinam à realização de ensaios mecânicos
laboratoriais e, normalmente, são originários da produção
piloto. Logo, se apresentam idênticos aos modelos de série,
enquanto os modelos funcionais possuem como
características a simulação de materiais, dimensões e uso
durante o desenvolvimento do projeto de produto.
D
Protótipos são modelos em escala natural produzidos com
materiais idênticos aos especificados em projeto, tendo como
finalidade avaliar a eficiência técnica do produto. Os
modelos funcionais são confeccionados com materiais e
soluções diferentes das especificadas no projeto e visam
avaliar aspectos dimensionais, estéticos e usuais.
E
Basicamente, os modelos funcionais e os protótipos não
apresentam muitas diferenças. A principal está relacionada
às especificações e estágio de desenvolvimento dos projetos.
Enquanto os protótipos são modelos de testes finais para
ajustes finos no produto, os modelos funcionais são
intermediários destinados à análise de desempenhos
específicos.
Respondida
As situações de moldagens que são aplicadas às técnicas de préestiramento
da lâmina termoplásticas antes da conformação final
do produto, evidenciam que
A
se utiliza o pré-estiramento da lâmina termoplástica quando
o produto, a ser moldado, apresenta uma forma sujeita a
deformação por esforços mecânicos, necessitando de
nervuras para estruturação, ou quando o moldado apresenta
uma geometria irregular (orgânica).
B
o pré-estiramento é indicado em três situações: quando a
topografia do produto moldado apresenta diversos níveis,
quando o produto possui grande profundidade/altura, ou
quando apresenta grandes dimensões. Deste modo, o préestiramento
contribui para uniformizar a espessura da
lâmina.
C
se indica o pré-estiramento do material quando se utilizam
chapas termoplásticas rígidas, nas situações: grande
espessura (acima de 5 mm) ou se utilizam materiais
multicamadas. Estas condições estabelecem a necessidade de
pré-estiramento par auxílio da conformação final.
D
a utilização do pré-estiramento é aplicada quando se utilizam
sistemas contínuos de conformação, acelerando, assim, o
processo de produção de produtos em decorrência da préconformação
do moldado, para, em seguida, realizar a
moldagem de acabamento.
E
uso de pré-estiramento é aplicado quando se utiliza
processo tecnológico em dois ou mais estágios (conformação
seqüencial), onde o estiramento único poderá ocasionar má
conformação do produto ou até mesmo a ruptura do material.
Logo, o pré-estiramento é condição essencial para uma
conformação adequada.
Respondida
As madeiras industrializadas, tais como: compensados, MDF
(MediumDensity fiberbord ), aglomerados entre outras, são
oferecidas ao mercado sobre a forma de placas padronizadas
(algumas, inclusive, com acabamento superficial). Esta
característica alterou, significativamente, os processos
produtivos, tanto para execução de produtos seriais quanto para
realização de modelos experimentais. A seqüência produtiva para
execução de produtos, utilizando este tipo de matéria-prima, é:
Respondida
O que é interpolação circular em usinagem CNC?
A
Significa a seqüência de comandos necessários para
determinar operações de desbaste em uma máquinaoperatriz.
A partir de dados estabelecidos entre as
coordenadas cartesianas (X, Y e Z) são especificados os
valores referentes às distâncias e direções dos planos de
trabalho em usinagem. Logo, a interpolação circular é o
movimento de trabalho da ferramenta sob o material.
B
Os sistemas CNC necessitam de dados referentes aos
avanços da ferramenta de trabalho. Esses dados são
estabelecidos, por meio de programação que relaciona
distâncias iniciais e finais nos eixos X, Y e Z, mediante uma
seqüência de comandos pertencentes ao sistema de códigos
G. Portanto a interpolação circular corresponde a curso que a
ferramenta realiza em uma operação
C
Corresponde à programação de movimento da ferramenta
durante a realização do trabalho de desbaste. Este
movimento depende da configuração de distâncias
apresentadas pelas coordenadas cartesianas (X, Y e Z) em
relação aos versores centrais, utilizando programação sob os
códigos G. Logo, a interpolação corresponde ao curso de
pontos referente ao movimento da ferramenta.
D
São indicadores de coordenadas cartesianas necessários à
identificação do posicionamento das ferramentas de trabalho
sob o material a ser usinado. De modo geral, a interpolação
corresponde a uma seqüência de códigos G que relacionam
X, Y e Z aos versores de partidas de trabalho.
E
São parâmetros de movimentos estabelecidos sob os eixos
cartesianos (X, Y e Z), a partir da especificação de pontos
iniciais, intermediários e finais, que visam guiar os
movimentos de trabalho da ferramenta. A definição desses
pontos é obtida mediante programação de coordenadas
utilizando os códigos G00 ou G01.
Respondida
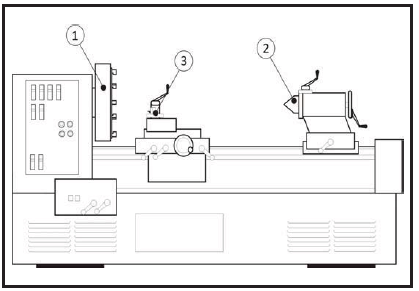
A partir do desenho esquemático de um torno mecânico, identifique as partes assinaladas e suas respectivas funções básicas, apontando a opção que corresponde à planificação abaixo
A
1- Eixo-Árvore com mandril, função: transmitir força motriz
e fixar material para trabalho; 2- Canhão de fixação
(cabeçote móvel), função: apoiar material para usinagens
longitudinais; 3- Porta ferramenta (suporte guia) – função:
fixar e ajustar a ferramenta de trabalho.
B
1- Cabeçote fixo da transmissão mecânica, função: acionar
mecanismo de trabalho; 2- Barramento, função: limitar ação
de trabalhos longitudinais; 3- Avental (carro de movimento),
função: ajustar movimento de trabalho (passos);
C
1- Mandril (Castelo de ferramentas), função: suportar/fixar
material para trabalho; 2- Caixa de avanço mecânico,
função: ocasionar usinagem de topo e apoiar usinagem
lateral; 3- Barramento lateral, função: transmitir do
movimento de avanço para trabalho.
D
1- Castanhas de fixação e apoio (cabeçote móvel), função:
fixar material para trabalho; 2- Eixo-Árvore (cabeçote fixo –
sem movimento), função: fixar peças longitudinais para
trabalho; 3- Carro sela porta ferramentas, função: controlar
avanço da ferramenta para trabalho.
E
1- Eixo motriz de acionamento mecânico, função: transmitir
de rotação para trabalho; 2- Porta-ferramenta, função: fixar e
ajustar da ferramenta de trabalho; 3- Barramento-guia,
função: ajustar a mecânica para trabalho.
Respondida
De modo geral, as madeiras maciças são materiais que
apresentam uma estrutura básica formada em duas fases: uma
aglutinante, constituída pela resina lignina e outra reforçante,
constituída pelas fibras de celulose.
A relação entre as fases determinará as propriedades de cada
madeira. A partir dessa relação, indique as características básicas
desse grupo de material para trabalhos utilizando técnicas de
marcenaria convencional, que utilizam respigadeiras, tupias,
tornos, entre outras máquinas.
A
As madeiras maciças, como o Jatobá e o Ipê, apresentam
estruturas formadas por média concentração de lignina e
grande dispersão de fibras longas de celulose. Esta relação
apresenta boa condição elástica, propriedade necessária para
trabalhos em marcenaria convencional.
B
A relação entre esses dois componentes determinará a cor, a
resistência mecânica, densidade e, por conseguinte, as
formas de processamentos e aplicações. As madeiras
maciças, com grande concentração de lignina e média
dispersão de fibras médias de celulose, são indicadas para
marcenaria convencional, dado aos índices apresentados
pelas propriedades plásticas originadas desta relação.
C
Apesar da lignina e das fibras de celulose estarem presentes
na constituição dos materiais orgânicos naturais, entre eles
as madeiras, esta relação não chega a determinar
propriedades específicas para processamentos, pois, em
decorrência da geometria da peça/produto, é possível
compatibilizar as características processuais com as
propriedades das madeiras.
D
Para processos de usinagem em marcenaria, indicam-se
madeiras maciças com baixa concentração de lignina e
grande dispersão de fibras curtas de celulose, como exemplo
a Virola e a Cerejeira, pois a concentração de lignina não
interfere nas propriedades mecânicas, mas a dispersão e o
comprimento das fibras de celulose interferem na
processabilidade.
E
A concentração de lignina e a dispersão das fibras de
celulose contribuirão para caracterizar as propriedades. No
entanto, a condição como é efetuada o beneficiamento das
madeiras maciças (corte, secagem, estocagem e
aparelhagem) é que interferirá na processabilidade técnica
em marcenaria.
Respondida
Entre os programas CAD/CAM, destacam-se aqueles de
modelagem NURBS (Non-Uniform Rational B-Splines) dado a
sua facilidade e agilidade para desenvolvimento de formas
tridimensionais, sendo o programa o Rhinoceros um bom
exemplo de aplicativo. A partir deste programa, indique os
principais comandos empregados para a modelagem de sólido de
revolução com formas orgânicas.
A
Linhas curvas são obtidas por meio do comando Polyline
apresentado no Standard toolbar. Em seguida, seleciona-se
line segments para a geração de segmentos de reta,
objetivando tangentes para a formação da curva que será
utilizada como geratriz. Em seguida, aplica-se o comando
Rotate para constituir o sólido.
B
Para criação, edição e análise de curvas, selecionam-se no
Main toolbar os comandos Control Point Curve e
Interpolate curve, para gerar curvas complexas com
precisão. Após a produção da curva geratriz, seleciona-se no
menu Surface o comando Revolve para a obtenção do sólido
que será aperfeiçoado utilizando outros comandos.
C
No Main toolbar, seleciona-se o sólido básico que será
modelado utilizando o Flyout Solid. Em seguida,
especificam-se os parâmetros no Command Area para iniciar
os detalhes da modelagem, por meio das ferramentas
Boolean que permitem adicionar, subtrair, fazer interseções
etc. Finalizando a modelagem empregam-se os comandos do
tipo Fillet edge, Join ou Extract surface a fim de conferir
precisão.
D
A geração de sólidos de revolução é obtida por meio do uso
de Control points ao invés de vértices para manipulação. Os
pontos de controle podem ser determinados em sólidos
básicos gerados no Main toolbar – Solid, utilizando as
ferramentas Rebuilt surfece, Insert knot ou Remove knot,
existentes no Pont Editing Menu e finalizar com precisão a
modelagem usando Join.
E
No menu Surface tools se obtêm as ferramentas necessárias
para a geração rápida de um sólido de revolução. A partir
dos comandos gerados no Main toolbar – Solid, e modelados
com ferramentas de comando Set points, extrai-se uma
superfície que será replicada utilizando o comando Mirrow e
unida através do comando Join.
Respondida
No processo de termoformação (vaccum forming) é comum
ocorrer problemas de conformação quando a geometria do molde
não está em consonância com a técnica especificada. Entre esses
problemas destaca-se a formação de vincos (“costelas”) em
determinadas regiões do moldado, ocasionando má conformação
da lâmina termoplástica. Por que ocorre este problema e que
solução é indicada?
Respondida
Os sistemas mecânicos de movimentação apresentam como
característica principal a transmissão de potência entre eixos
(motriz e operatriz), formando conjuntos que coordenam
movimentos rotatórios, circulares ou retilíneos. Indique o sistema
de transmissão mecânico que transforma movimento circular em
movimento retilíneo.