O pensamento “enxuto” considera que devem ser reduzidos
os desperdícios de todos os níveis do processo de
produção. O gerente de produção de uma determinada
empresa participa de um projeto de desenvolvimento de
produto, que objetiva obter uma nova plataforma de um
modelo já existente na empresa. Levando em consideração
o pensamento enxuto, o gerente de produção propõe
para a equipe de desenvolvimento o uso da técnica Failure
Mode and Effect Analysis (FMEA), tanto no desenvolvimento
de produto como no novo processo de produção.
Considerando as suas especificidades,
O modelo geral de gestão da qualidade tem seus princípios,
sistemas e ferramentas, respectivamente, nos níveis
estratégico, tático e operacional. Nesse contexto, o nível
tático inclui
Considere as tabelas com as previsões de vendas e vendas concretas apresentadas a seguir:
Previsão
1
2
3
4
A
20
30
40
30
B
10
15
10
15
Vendas
1
2
3
4
A
22
27
32
10
B
12
10
7
Semana
Sabe-se que o tamanho do lote A é de 4 unidades e o doB, 3 unidades; os estoques de segurança de A e de B são de 5 unidades; e os estoques iniciais de A e B são, respectivamente, de 13 unidades e de 17 unidades; para a produção de cada produto A são necessárias 2 horas, e para a produção de cada unidade de B, 5 horas. A carga horária máxima semanal disponível é de 200 horas. Com base na análise da previsão de demanda, das vendas realizadas e das restrições da produção, o MPS para os dois produtos (A e B), nas semanas de um a quatro, é:
Quando se realiza o planejamento agregado é feita a análise
das seguintes estratégias de produção, para posteriormente
buscar soluções híbridas mais precisas: a) acompanhamento
da demanda, b) força de trabalho constante permitindo
falta, c) força de trabalho constante não permitindo
falta, d) força de trabalho constante com subcontratação ou
hora extra. Tendo em vista estas estratégias,
Na hierarquia do planejamento e controle da produção, uma das primeiras atividades a serem realizadas é a previsão da demanda. Dentre os métodos a serem usados existe o de suavização exponencial, em que se calcula o valor da demanda a ser previsto por meio da seguinte fórmula:
Pt+n = (St-1 + Rt-1 . (n + 1)) . Ft+n
t = Período atual
Pt = Previsão no período t
St = Valor da base dessazonalizada em t
Rt = Valor da taxa de tendência calculado no período t
Ft = Valor do coeficiente de sazonalidade para o período t
Para auxiliar na atividade de planejamento e controle de
produção existem diversas categorias de softwares e programas
computacionais. Dentre elas podem ser destacados
os
A engenharia de métodos trata de uma metodologia que
permite ao gestor da produção definir o tempo que se leva
para realizar uma atividade. Este tempo é chamado de
tempo padrão (TP), que é encontrado pela
Um conceito amplamente difundido na engenharia de produção
é a teoria das restrições (Theory of Constraints) desenvolvido
por Goldratt. O ponto focal da sua teoria é que
toda a empresa, no processo de atingir a sua meta, apresenta
sempre uma ou mais restrições. A restrição é definida
como qualquer coisa que limita um melhor desempenho
de um sistema. Esta teoria é composta de diversos
princípios, sistemas, softwares, ferramentas e metodologias.
No contexto da teoria das restrições, o ritmo de produção
é determinado
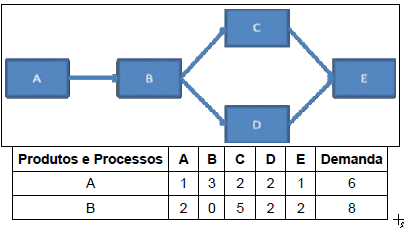
Considere os processos da linha de montagem apresentada
na figura e os tempos, em minutos, de cada etapa, na
tabela a seguir.
Lembrando que o tempo de ciclo é resultado da divisão
tempo real disponível para a operação do operador pela
demanda, e o número ideal teórico de trabalhadores é calculado
pela divisão do tempo para produzir uma peça na
linha pelo tempo de ciclo. Sabe-se que cada operador
está em operação de fato em 80% do tempo disponível
em cada hora. Para o balanceamento da linha, qual é o
tempo de ciclo e qual é o número ideal teórico de trabalhadores?
Ao longo do tempo, para a gestão da produção, surgiram
diversos paradigmas estratégicos para gestão da manufatura,
tal como taylorismo, fordismo, toyotismo. Para atender
ao mercado nos dias atuais, houve uma evolução desses
paradigmas, conhecidos como manufatura em massa
atual, manufatura enxuta, manufatura responsiva, manufatura
ágil e customização em massa. Destaca-se que cada
um desses paradigmas é adequado a situações específicas.
Assim, a aplicação dos conceitos da manufatura ágil
é adequada à seguinte situação: