Foram encontradas 60 questões.
Uma indústria mecânica de precisão fabrica dois componentes
principais, "Engrenagem A" e "Pistão B", conforme dados
apresentados na Tabela abaixo. A empresa incorre em custos fixos
de fabricação (depreciação de maquinário CNC, supervisão de
fábrica e manutenção) de R$ 360.000,00 no período.
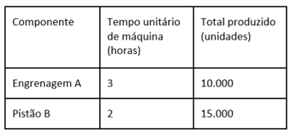
Pelo método de custeio por absorção, os valores unitários dos componentes Engrenagem A e Pistão B são, em reais, respectivamente:
Pelo método de custeio por absorção, os valores unitários dos componentes Engrenagem A e Pistão B são, em reais, respectivamente:
Provas
Questão presente nas seguintes provas
O Sistema Toyota de Produção (STP), ou Manufatura Enxuta, é
uma filosofia de gestão focada na eliminação sistemática de
desperdícios (Muda), no fluxo contínuo e na maximização do valor
para o cliente. Isso é alcançado através de pilares fundamentais
como o Just-in-Time (JIT) e o Jidoka (autonomação).
Para implementar e sustentar essa filosofia, o STP depende de um conjunto integrado de práticas e ferramentas de planejamento e controle.
Todas as opções a seguir apresentam técnicas ou conceitos fundamentais do Sistema Toyota de Produção, a exceção de uma. Assinale-a.
Para implementar e sustentar essa filosofia, o STP depende de um conjunto integrado de práticas e ferramentas de planejamento e controle.
Todas as opções a seguir apresentam técnicas ou conceitos fundamentais do Sistema Toyota de Produção, a exceção de uma. Assinale-a.
Provas
Questão presente nas seguintes provas
A alta administração de uma companhia industrial convocou a
liderança técnica do setor de produção para uma reunião. Foi
demandado que esse time desenvolvesse um documento
consolidado, apresentando os indicadores de performance (KPIs)
de suas respectivas áreas. Além disso, o documento deveria incluir
uma análise integrada, mostrando como esses indicadores
setoriais se conectam aos resultados globais da empresa.
Considerando as etapas necessárias para a elaboração deste documento, todas as atividades listadas nas opções a seguir o são esperadas, à exceção de uma. Assinale-a
Considerando as etapas necessárias para a elaboração deste documento, todas as atividades listadas nas opções a seguir o são esperadas, à exceção de uma. Assinale-a
Provas
Questão presente nas seguintes provas
A MetalMec Indústria de Componentes especializada na produção
de eixos e componentes metálicos de precisão, identificou
aumento no número de peças rejeitadas em suas máquinas CNC.
Um inspetor de qualidade coletou, durante 10 dias, dados sobre a
temperatura média das máquinas (°C) e o número de peças
rejeitadas por dia, obtendo o seguinte gráfico de dispersão.
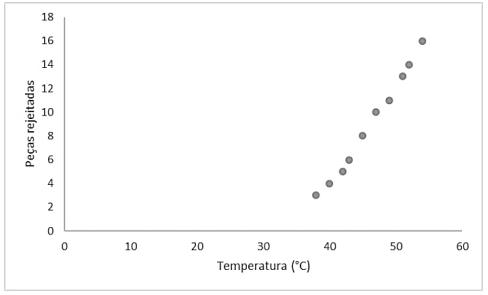
Com base na situação apresentada, analise as afirmações a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) Existe uma correlação positiva forte entre a temperatura da máquina e o número de peças rejeitadas.
( ) É possível aplicar um modelo matemático para prever o número de peças rejeitadas em função da temperatura, criando-se uma equação y= a + bx, sendo y a temperatura e x o número de peças rejeitadas.
( ) A causa do aumento de peças rejeitadas é necessariamente a temperatura, e outros fatores podem ser ignorados. (
( ) Uma análise de regressão linear poderia quantificar o impacto da temperatura sobre o índice de rejeição, permitindo ações preventivas mais precisas.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Com base na situação apresentada, analise as afirmações a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) Existe uma correlação positiva forte entre a temperatura da máquina e o número de peças rejeitadas.
( ) É possível aplicar um modelo matemático para prever o número de peças rejeitadas em função da temperatura, criando-se uma equação y= a + bx, sendo y a temperatura e x o número de peças rejeitadas.
( ) A causa do aumento de peças rejeitadas é necessariamente a temperatura, e outros fatores podem ser ignorados. (
( ) Uma análise de regressão linear poderia quantificar o impacto da temperatura sobre o índice de rejeição, permitindo ações preventivas mais precisas.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Provas
Questão presente nas seguintes provas
A empresa METALTEX Soluções em Usinagem, visando otimizar a
eficiência de sua linha de produção e reduzir o tempo de
inatividade das suas máquinas de Comando Numérico
Computadorizado (CNC), elaborou o fluxograma apresentado. Este
diagrama tem como finalidade padronizar as etapas críticas, desde
o recebimento de um pedido até a expedição da peça acabada,
garantindo o pronto atendimento ao cliente e o controle de
qualidade em cada ciclo de usinagem.
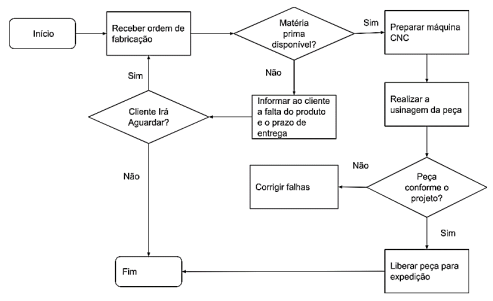
A respeito do fluxograma apresentado, analise as afirmações a seguir:
I. A etapa “Cliente irá aguardar?” representa uma tomada de decisão do cliente, porém o símbolo utilizado é inadequado, devendo ser substituído por um símbolo que indique uma atividade que precisa ser executada.
II. Para que o fluxograma corresponda à realidade dos procedimentos, o símbolo utilizado na etapa “Realizar a usinagem da peça” deve ser substituído por um símbolo que indica espera, mudança que resultará em fluxo que se desenvolve sem anormalidades.
III. A etapa “Informar ao cliente a falta do produto e o prazo de entrega” corresponde a uma informação prestada pela empresa ao cliente e, portanto, o símbolo utilizado produzirá o mesmo efeito se alterado para o símbolo utilizado na tarefa que avalia se o produto está disponível.
IV. Considerando que o cliente tenha decidido aguardar a entrega do produto, os termos da etapa “Receber ordem de fabricação” podem ser mantidos, sendo impróprio alterá-los para “Receber o produto”, uma vez que o processo do fluxograma deverá ser reiniciado.
É correto apenas o que se afirma em
A respeito do fluxograma apresentado, analise as afirmações a seguir:
I. A etapa “Cliente irá aguardar?” representa uma tomada de decisão do cliente, porém o símbolo utilizado é inadequado, devendo ser substituído por um símbolo que indique uma atividade que precisa ser executada.
II. Para que o fluxograma corresponda à realidade dos procedimentos, o símbolo utilizado na etapa “Realizar a usinagem da peça” deve ser substituído por um símbolo que indica espera, mudança que resultará em fluxo que se desenvolve sem anormalidades.
III. A etapa “Informar ao cliente a falta do produto e o prazo de entrega” corresponde a uma informação prestada pela empresa ao cliente e, portanto, o símbolo utilizado produzirá o mesmo efeito se alterado para o símbolo utilizado na tarefa que avalia se o produto está disponível.
IV. Considerando que o cliente tenha decidido aguardar a entrega do produto, os termos da etapa “Receber ordem de fabricação” podem ser mantidos, sendo impróprio alterá-los para “Receber o produto”, uma vez que o processo do fluxograma deverá ser reiniciado.
É correto apenas o que se afirma em
Provas
Questão presente nas seguintes provas
Produção Enxuta (Lean Manufacturing) é uma filosofia de gestão
que busca maximizar o valor para o cliente e minimizar o
desperdício. O Sistema Toyota de Produção (STP), base do Lean,
utiliza o Sistema Puxado como um de seus pilares para evitar a
superprodução.
Uma oficina de usinagem que adota o Sistema Puxado de planejamento e controle da produção, como parte da sua filosofia Lean, está optando por um processo produtivo em que
Uma oficina de usinagem que adota o Sistema Puxado de planejamento e controle da produção, como parte da sua filosofia Lean, está optando por um processo produtivo em que
Provas
Questão presente nas seguintes provas
Ana Clara é responsável por reestruturar o sistema de produção
de uma metalúrgica que fabrica componentes altamente
especializados, como eixos e flanges, em pequenas e médias
quantidades. Essa operação exige o controle simultâneo de
diversas Ordens de Fabricação (OFs) e a constante reprogramação
dos Centros de Usinagem CNC, o que resulta em um ambiente
produtivo complexo e em um fluxo de informações fortemente
dependente de documentos técnicos específicos de cada OF.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
Provas
Questão presente nas seguintes provas
Uma indústria metalúrgica está avaliando a aquisição de um dos
dois novos sistemas de usinagem, que produzirão uma peça para
a linha de montagem. Para tomar essa decisão, o gestor de
produção e custos precisa analisar o ponto de equilíbrio
econômico de cada equipamento e verificar como eles se adaptam
às ferramentas de Controle Estatístico da Qualidade (CEQ) já
utilizadas na fábrica.
A seguir, tem-se a relação dos custos para os dois sistemas:
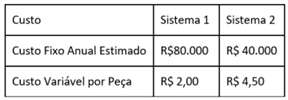
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
A seguir, tem-se a relação dos custos para os dois sistemas:
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
Provas
Questão presente nas seguintes provas
A gestão estratégica da produção e operações exige que os
gerentes implementem sistemas de planejamento, programação e
controle (PCP) que sejam integrados e alinhados aos objetivos
organizacionais. A escolha de ferramentas e metodologias, como
Lean Manufacturing, Teoria das Restrições (TOC) e as técnicas de
arranjo físico, impacta diretamente a eficiência e a capacidade de
resposta da cadeia de suprimentos.
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Provas
Questão presente nas seguintes provas
Uma empresa do setor metalmecânico realizou a Classificação ABC
dos itens de seu almoxarifado com base no valor de consumo
anual (R$).
O gráfico de Pareto a seguir mostra o resultado obtido:
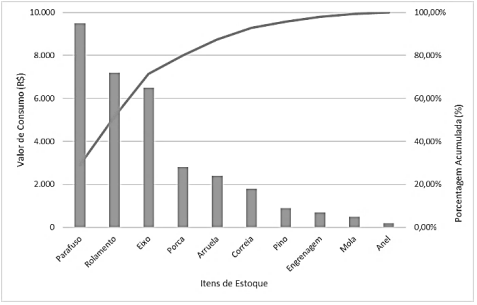
Com base nas informações apresentadas, analise os itens a seguir:
I. Os itens classificados como A são aqueles que, apesar de representarem pequena quantidade, concentram cerca de 80% do valor total de consumo.
II. Os itens C são os de menor valor de consumo, porém geralmente em grande quantidade e com controle mais simples.
III. O Gráfico de Pareto é a ferramenta gráfica utilizada para representar visualmente a Classificação ABC.
IV. A Classificação ABC é uma técnica de previsão de demanda, empregada para estimar o consumo futuro de materiais.
É correto apenas o que se afirma em
O gráfico de Pareto a seguir mostra o resultado obtido:
Com base nas informações apresentadas, analise os itens a seguir:
I. Os itens classificados como A são aqueles que, apesar de representarem pequena quantidade, concentram cerca de 80% do valor total de consumo.
II. Os itens C são os de menor valor de consumo, porém geralmente em grande quantidade e com controle mais simples.
III. O Gráfico de Pareto é a ferramenta gráfica utilizada para representar visualmente a Classificação ABC.
IV. A Classificação ABC é uma técnica de previsão de demanda, empregada para estimar o consumo futuro de materiais.
É correto apenas o que se afirma em
Provas
Questão presente nas seguintes provas
Cadernos
Caderno Container