Foram encontradas 4.570 questões.
Ana Clara é responsável por reestruturar o sistema de produção
de uma metalúrgica que fabrica componentes altamente
especializados, como eixos e flanges, em pequenas e médias
quantidades. Essa operação exige o controle simultâneo de
diversas Ordens de Fabricação (OFs) e a constante reprogramação
dos Centros de Usinagem CNC, o que resulta em um ambiente
produtivo complexo e em um fluxo de informações fortemente
dependente de documentos técnicos específicos de cada OF.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
O objetivo da reestruturação é migrar para um modelo produtivo que permita reduzir o custo unitário e ampliar o volume de produção, sem perder a flexibilidade necessária para atender às variações dos produtos. Para isso, a empresa busca padronizar subconjuntos e etapas iniciais do processo, tornando o fluxo de informações mais estruturado e menos dependente de instruções individualizadas.
Assinale a opção que identifica corretamente a categoria de processo discreto que caracteriza a operação atual da metalúrgica e o modelo de migração que possibilita a padronização do fluxo de informações, o aumento do volume e a redução do custo unitário.
Provas
Questão presente nas seguintes provas
Uma indústria metalúrgica está avaliando a aquisição de um dos
dois novos sistemas de usinagem, que produzirão uma peça para
a linha de montagem. Para tomar essa decisão, o gestor de
produção e custos precisa analisar o ponto de equilíbrio
econômico de cada equipamento e verificar como eles se adaptam
às ferramentas de Controle Estatístico da Qualidade (CEQ) já
utilizadas na fábrica.
A seguir, tem-se a relação dos custos para os dois sistemas:
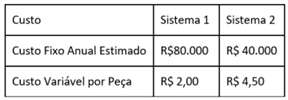
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
A seguir, tem-se a relação dos custos para os dois sistemas:
A peça produzida possui uma dimensão crítica que é mensurada em milímetros. Essa característica, por ser uma variável de natureza contínua, está sujeita a variações durante o processo.
Considerando o cenário apresentado, em que a gestão de custos e o controle de qualidade são fatores críticos de decisão, avalie as afirmações a seguir:
I. O Ponto de Equilíbrio entre os custos totais dos dois sistemas é alcançado quando a produção atinge 32.000 unidades.
II. Em um volume de produção anual de 20.000 unidades, o custo total de produção do Sistema 1 é inferior ao custo total do Sistema 2.
III. Para o controle estatístico da dimensão crítica da peça, que é uma característica mensurável, a carta de controle mais adequada para monitorar a variação no longo prazo é a carta p (fração de defeituosos), pois esta é robusta para monitorar variáveis.
IV. O diagrama de Pareto seria uma ferramenta útil na fase inicial de melhoria contínua para priorizar as causas de maior incidência de não conformidade relacionadas à dimensão crítica da peça, após a coleta de dados de inspeção.
É correto o que se afirma em
Provas
Questão presente nas seguintes provas
A gestão estratégica da produção e operações exige que os
gerentes implementem sistemas de planejamento, programação e
controle (PCP) que sejam integrados e alinhados aos objetivos
organizacionais. A escolha de ferramentas e metodologias, como
Lean Manufacturing, Teoria das Restrições (TOC) e as técnicas de
arranjo físico, impacta diretamente a eficiência e a capacidade de
resposta da cadeia de suprimentos.
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Com base nos conceitos de Gestão da Produção e Operações e de Planejamento, Programação e Controle da Produção (PCP), avalie as afirmações a seguir:
I. O sistema Kanban, por ser uma ferramenta de controle visual, substitui integralmente a necessidade de um Planejamento Mestre da Produção (PMP) em ambientes de alta variabilidade de demanda, focando na eliminação do estoque de produtos em processo.
II. A Teoria das Restrições (TOC) e sua metodologia, a OPT (Optimized Production Technology), fundamentam-se no princípio de que o ritmo de produção de todo o sistema deve ser ditado pela capacidade do recurso gargalo, sendo este o único ponto onde o excesso de estoque (pulmão) é justificável.
III. O arranjo físico por produto (linear ou em linha) é o mais apropriado para ambientes com baixo volume de produção e alta variedade de produtos, devido à sua flexibilidade em roteiros e especialização do trabalho por processo.
IV. Enquanto o Gráfico de Gantt é uma ferramenta primordialmente utilizada para o sequenciamento e visualização temporal de tarefas de curto prazo, o MRP (Planejamento das Necessidades de Materiais) é uma técnica de planejamento de materiais do tipo push orientada para a demanda futura.
É correto o que se afirma em
Provas
Questão presente nas seguintes provas
Uma empresa metalmecânica fabrica eixos usinados com
diâmetro nominal de 50 mm, admitindo uma tolerância de ±0,2
mm.
Durante a inspeção, observou-se aumento no número de peças rejeitadas. O setor de qualidade realizou medições em 50 unidades, obtendo o seguinte histograma de distribuição de diâmetros.

Com base na análise do histograma e nos conceitos de controle estatístico do processo, analise os itens a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) A assimetria à direita indica que a média do processo está deslocada acima do valor nominal, o que sugere a presença de causas especiais de variação.
( ) A presença de peças com diâmetro superior a 50,2 mm implica que o processo não é capaz (Cp < 1) de atender aos limites de especificação.
( ) A calibração da máquina e o controle térmico são ações corretivas, aplicadas após a detecção do problema.
( ) O histograma é uma ferramenta da qualidade utilizada para visualizar a distribuição e dispersão dos dados do processo produtivo.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Durante a inspeção, observou-se aumento no número de peças rejeitadas. O setor de qualidade realizou medições em 50 unidades, obtendo o seguinte histograma de distribuição de diâmetros.
Com base na análise do histograma e nos conceitos de controle estatístico do processo, analise os itens a seguir, classificando-as como verdadeiras (V) ou falsas (F).
( ) A assimetria à direita indica que a média do processo está deslocada acima do valor nominal, o que sugere a presença de causas especiais de variação.
( ) A presença de peças com diâmetro superior a 50,2 mm implica que o processo não é capaz (Cp < 1) de atender aos limites de especificação.
( ) A calibração da máquina e o controle térmico são ações corretivas, aplicadas após a detecção do problema.
( ) O histograma é uma ferramenta da qualidade utilizada para visualizar a distribuição e dispersão dos dados do processo produtivo.
A sequência correta de preenchimento dos parênteses, de cima para baixo, é
Provas
Questão presente nas seguintes provas
Marcela atua como técnica na Metalúrgica UsinaPrime, sendo
responsável por otimizar a linha de fabricação de engrenagens e
mancais de precisão. Atualmente, a fábrica opera com um arranjo
físico departamental, onde todos os tornos CNC estão em um setor
e todas as retificadoras em outro, resultando em longos tempos
de transporte, filas de espera (alto Estoque em Processo – WIP) e
dificuldade em rastrear o fluxo de produção.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Marcela propõe a transição para um arranjo físico celular, utilizando o agrupamento de máquinas e recursos com base nas famílias de peças, com o objetivo de reduzir o lead time e o WIP. Para que as células funcionem de maneira autônoma, minimizando a movimentação externa, o estudo de fluxo indicou a necessidade de alocar máquinas de diferentes funções (torno, fresa e retífica) dentro da mesma célula, mesmo que algumas máquinas não sejam utilizadas em tempo integral.
Avaliando a transição proposta para o Arranjo Celular e seus desafios estratégicos na Fabricação Mecânica, assinale a opção que representa o principal trade-off e o risco financeiro associado a esta mudança de layout.
Provas
Questão presente nas seguintes provas
O setor de planejamento e controle da produção (PCP) da
Usinagem Precisa Ltda. preparou uma previsão de utilização de
pinos roscados M10, um componente crítico para a montagem
final de um conjunto mecânico. Os dados de previsão de utilização,
apresentados na tabela a seguir (ainda incompleta), cobrem as
próximas cinco semanas.
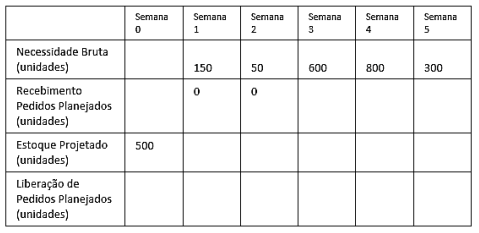
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Dados Adicionais:
• Os pinos roscados M10 são adquiridos em lotes de 600 unidades (ou múltiplos: 600, 1200, 1800, etc.).
• O prazo de entrega (lead time) é de duas semanas.
• O estoque de segurança exigido é de 250 unidades.
• O estoque inicial (Semana 0) é de 500 unidades.
O estoque médio projetado (unidades) para o período das cinco semanas seguintes (Semanas 1 a 5) é
Provas
Questão presente nas seguintes provas
Um químico responsável pelo controle de qualidade deseja
determinar com precisão o teor de ferro em um caminhão
carregado com hematita. Para isso, ele precisa coletar amostras
representativas do minério.
Considerando boas práticas de amostragem em materiais sólidos e granulados, o procedimento que assegura a melhor representatividade da amostra é
Considerando boas práticas de amostragem em materiais sólidos e granulados, o procedimento que assegura a melhor representatividade da amostra é
Provas
Questão presente nas seguintes provas
De acordo com a norma CNEN-NN-1.16 – Garantia da Qualidade
para a Segurança de Usinas Nucleoelétricas e Outras Instalações,
associe corretamente os tipos de controle com seus respectivos
focos de aplicação no Sistema de Garantia da Qualidade (SGQ).
I. Controle de Aquisição II. Controle de Projeto III. Controle de Processos IV. Controle de Inspeção e Testes
I. Controle de Aquisição II. Controle de Projeto III. Controle de Processos IV. Controle de Inspeção e Testes
Provas
Questão presente nas seguintes provas
Sobre gráficos de controle utilizados no CEP (Controle Estatístico
de Processo) é incorreto afirmar que
Provas
Questão presente nas seguintes provas
Em uma unidade nuclear, a reposição de componentes críticos
deve ser planejada com alta confiabilidade. O estoque de
segurança é estimado considerando a demanda média diária de 20
unidades e um desvio-padrão de 6 unidades/dia.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Para um nível de serviço de 95% (z = 1,65), assinale a opção que apresenta a melhor decisão para representar a lógica da política de reposição.
Provas
Questão presente nas seguintes provas
Cadernos
Caderno Container