Foram encontradas 492 questões.
Segundo Antunes (2008), Taiichi Ohno propôs um conjunto de seis funções/regras básicas para compreender em profundidade o sistema Kanban. De acordo com a função/regra número 6 (seis), o número de Kanbans deve ser continuamente reduzido para aumentar a sensibilidade aos problemas existentes. Ainda de acordo com Antunes (2008), é reconhecido que os estoques existentes acobertam diferentes tipos de problemas na produção e a ideia de reduzir e manter minimizado o número de Kanbans objetiva estabelecer um processo de melhorias contínuas nos sistemas produtivos. Sempre que o número de Kanbans são reduzidos, e por consequência, estoques são eliminados, problemas de diversas ordens tendem a ocorrer. Isso faz com que seja imprescindível atacar a raiz dos problemas, o que implica atuar nos pontos dos sistemas produtivos onde eles ocorrem.
Com base no texto acima, indique qual das ferramentas de engenharia da qualidade é a mais indicada para “atacar a raiz dos problemas” nos pontos dos sistemas produtivos onde elas ocorrem:
Provas
Uma fabricante de peças de máquinas industriais fornece peças de reposição a partir dos seus estoques. 1.200 unidades de uma determinada peça são comercializadas anualmente. A peça é vendida a R$50,00, os custos de manutenção atingem um terço do valor anual e em estoque a peça vale R$36,00.
Quais são o lote econômico de produção e o número ótimo de pedidos anuais, respectivamente?
Provas
A montagem de aeronaves é bastante complexa, pois o produto é muito grande para se movimentar em linhas de produção. Dessa forma, para que a montagem deste tipo de produto, máquinas, equipamentos e mão de obra fluam em direção à unidade produtiva, o arranjo físico deve ser muito bem planejado, pois a modificação deste é bastante complicada.
Ao planejar o arranjo físico, qual tipo de arranjo é mais adequado para a montagem de automóveis populares, estaleiros, fabricantes de componentes de computador e supermercados, respectivamente?
Provas
O controle estatístico de processo (SPC- Statistical Process Control) é uma representação gráfica que utiliza dados estatísticos para controlar o processo. Considera-se capaz um processo que, além de, produzir peças dentro dos limites calculados de controle, atenda, também, as especificações de projetos. Assim define-se um índice de capacidade Cp, que é a relação :
!$ C_p=\dfrac{t}{6\sigma} !$, sendo que !$ C_p=\dfrac{t}{6\sigma}\ge1, !$
Onde t=tolerância
Qual seria o índice Cp se desejarmos que o processo tenha uma folga operacional de 2!$ \sigma !$, além do estabelecido, para que tenhamos uma folga a fim de realizar correções mesmo que o processo já tenha atingido os limites de controle?
Provas
O MRP I utiliza o princípio de planejamento para trás e permite que as empresas planejem o quanto de material e em que tempo será necessário para a produção. Para realização deste planejamento um documento necessário é a lista de materiais do produto, que pode ser elaborada de forma escalonada, como mostrada abaixo.
Considerando uma demanda de produção que deverá ser entregue na semana “X”, quantas semanas antes da entrega deverão ser tomadas ações e quais ações devem ser tomadas respectivamente para: corpo do plugue, mecanismo de contato e para o parafuso?
Nível | Descrição | Operação | Lead time (semanas) |
0 | Plugue fêmea | Produzido | 3 |
.1 | Corpo do plugue | Produzido | 3 |
..2 | Polímero | Comprado | 1 |
...3 | Pigmento | Comprado | 4 |
.1 | Mecanismo de contato | Produzido | 3 |
..2 | Parafusos do terminal | Comprado | 4 |
..2 | Porca do terminal | Produzido | 1 |
...3 | Chapa de latão 1mm | Comprado | 1 |
..2 | Corpo do Mecanismo | Produzido | 3 |
...3 | Chapa de latão 0,5mm | Comprado | 2 |
.1 | Parafusos | Comprado | 2 |
Provas
Teoria que foca não especificamente os processos e sua eficiência, mas atenta-se aos gargalos, o foco deve estar no balanceamento do fluxo e não no balanceamento da capacidade, acredita que uma hora perdida no gargalo é uma hora perdida no sistema produtivo como um todo, enfim, esta teoria aborda sistematicamente a gestão das restrições que impedem que uma empresa atinja sua meta.
Esta teoria denomina-se:
Provas
Apresenta-se os seguintes gráficos de controle abaixo.
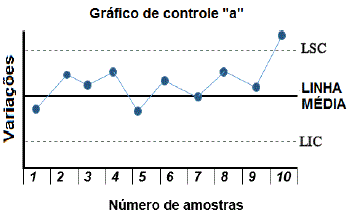

Com base nas cartas de controle mostradas, pode-se afirmar que:
Provas
Provas
Provas
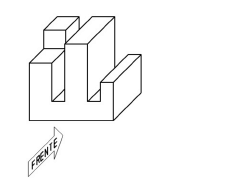
A representação ortográfica da Vista Posterior do objeto em questão é:
Provas
Caderno Container