Foram encontradas 50 questões.
Sobre ajustes recomendados pela ISO Sistema Furo-Base H7, marque V para as afirmativas verdadeiras e F para as falsas. ( ) Nos ajustes com furo H7 pode-se ter 3 tipos de acoplamentos: móveis, incertos e fixos.
( ) Rotativo, semirrotativo, deslizante, aderente, aderente-duro, forçado-leve, forçado-médio e forçado-duro são categorias de acoplamentos.
( ) Rotativo, semirrotativo, deslizante, aderente, aderente-duro, forçado-leve, forçado-médio e forçado-duro são categorias de classes do ajuste.
( ) H7f7 é um ajuste semirrotativo, onde as peças giram e deslizam sem folga perceptível.
( ) H7h6 é um ajuste deslizante, onde as peças podem ser deslocadas à mão.
( ) H7m6 é um ajuste forçado-leve com montagem/desmontagem com esforço considerável.
A sequência está correta em
Provas
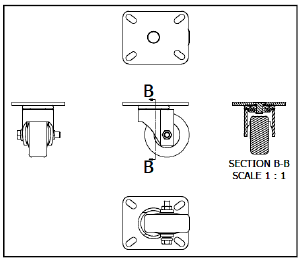
O desenho técnico de um rodízio giratório está representado conforme a norma. De acordo com a figura, assinale a alternativa que expressa corretamente o diedro correspondente e demais dados informados.
Provas
No desenvolvimento de um dado produto, precisa-se construir uma peça hexagonal e dispõe-se de equipamentos convencionais, como um divisor com engrenagem divisora de Z = 40 dentes e uma fresadora universal. O divisor possui um disco com circunferências ou círculos com sequência de furos para realizar a divisão e distribuição das partes detalhadas na peça. Os círculos do divisor, denominados Cn, são: C1 = 15 furos, C2 = 17 furos, C3 = 18 furos, C4 = 19 furos, C5 = 21 furos, C6 = 27 furos, C8 = 29 furos, C9 = 33 furos e outros, fora do escopo do problema. Assinale a alternativa correspondente ao número de voltas e a respectiva fração de voltas que deverá ser executada na manivela do divisor para construir a peça em questão.
Provas
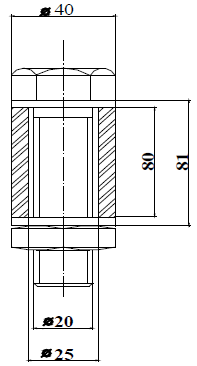
Sabe-se que o parafuso de liga de Alumínio 2014-T6 (Ep = 7470 Kgf/mm2) é apertado para comprimir o tubo de liga de Magnésio AM 1004-T61 (Et = 4570 Kgf/mm2). As arruelas no topo e na base do tubo são suficientemente rígidas e finas para não influenciarem nos resultados do experimento. Primeiro, a porca é apertada manualmente de leve, e, em seguida, apertada com chave por 3/4 de volta. Se o parafuso tem passo de 2 mm, determine a tensão Tp no parafuso e Tt no tubo em Kgf/cm2, respectivamente.
(Considere π = 3,14. Todos os cálculos e respostas devem ter dois decimais.)
Provas
Um prisma de secção transversal quadrada de aço será forjado a quente e sofrerá um encurtamento longitudinal de 5 mm. O prisma não sofrerá variação transversal por estar contido lateralmente em um invólucro (cinta) de contenção. A ferramenta de impacto de forjamento, ao entrar em contato com o prisma, é desacelerada uniformemente até parar, quando atingir os 5 mm da profundidade de forjamento, e a sua velocidade no instante inicial do contato é v = 108 km/h. Pede-se determinar, respectivamente:
1. A força média “F” em Kgf desenvolvida na operação;
2. O tempo de interação do impacto “t” em segundos;
3. O custo da operação se o preço do Kw é R$0,25.
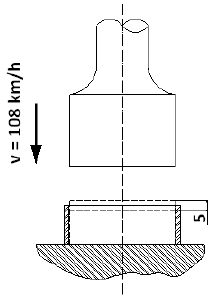
Dados:
• Lado do quadrado do prisma L = 100 mm
• Altura total inicial do prisma H = 15 mm
• Densidade do aço ρaço = 7850 Kg/m3
Desconsiderar o peso da ferramenta de forjar.
Obs.: Os cálculos e resultados devem ter dois decimais.
Assinale a alternativa correta.
Provas
Dada a viga com o carregamento a seguir, sendo a secção transversal da mesma com Ixx = 5 x 10–5 m4 em relação ao C.G. e E = 2100 tf/cm2, determine a flecha f, em mm, em A (extremidade livre).
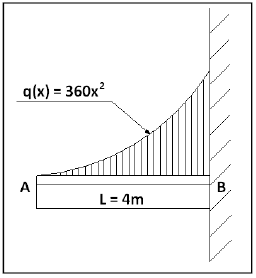
O valor correto da flecha f é
Provas
Todos os processos de Prototipagem Rápida (PR), atualmente existentes, são constituídos por algumas etapas básicas. Assinale a alternativa que NÃO é considerada etapa básica da prototipagem.
Provas
Para uma das etapas do processo de produção de um dado produto, a folha de processo apresenta a figura da operação de usinagem a seguir.
Título: processo de torneamento cônico.
Diâmetro inicial do tarugo de sae 1020: 60 mm.
Tempos passivos nas operações: 5,2 minutos.
Tempo de troca das ferramentas: 4,5 minutos.
Fórmula geral para cálculo dos tempos ativos na operação: t = (l/(a.n)), l é o comprimento torneado, a é o avanço e n é a rotação em rpm. < Torneamento cônico >
| Desbaste |
Acabamento |
| a = 0,30 mm/volta |
a = 0,20 mm/volta |
| n = 900 rpm |
n = 2970 rpm |
| Profundidade p = 4,5 mm/passe |
Profundidades p = 1,2 mm/passe 1 + p = 0,3 mm/passe 2 |
td = tempo de desbaste: 3 passes com profundidade p = 4,5 mm.
td = \( ∑ \) L(i)/(a.n), onde L(i) = comprimento da geratriz do cone, que é diferente em cada passe, para \( θ \) = 30º representado na figura, e o símbolo \( ∑ \) significa somatório.
ta = tempo de acabamento: 2 passes, sendo o primeiro com profundidade de 1,2 mm e outro com profundidade de 0,3 mm. Usar os valores de “a” e “n” para o torneamento cônico da tabela anterior.
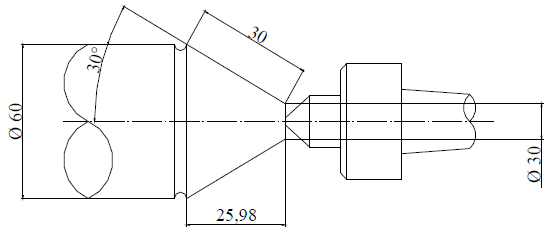
Calcule a Produção Horária (PH) para hora técnica (Ht) de 100 minutos e marque a alternativa correta.
Provas
Os processos de prototipagem ocupam um importante espaço na indústria da produção mecânica, facilitando significativamente a manufatura. Sobre prototipagem, assinale a afirmativa INCORRETA.
Provas
Em processos de soldagem MAG (Metal Active Gas) é necessário regular os parâmetros de acordo com as dimensões e tipo de material a ser soldado. O tipo de transferência e a intensidade de corrente são parâmetros importantes neste aspecto. É característica da transferência por spray:
Provas
Caderno Container