A aplicação do Sistema de Gestão da Segurança e Saúde
no Trabalho (SGSST) baseia-se em critérios relevantes de
Segurança e Saúde no Trabalho, em normas e em comportamentos.
Esse sistema
O mapa de risco exigido na NR 5 é de responsabilidade
da Comissão Interna de Prevenção de Acidentes (Cipa).
Cada cor utilizada no mapeamento representa um tipo de
risco. Logo, a relação adequada entre o tipo de risco e a
simbologia é:
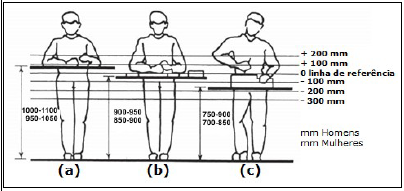
Do ponto de vista ergonômico, é sempre desejável a adaptação individual da altura de trabalho. Ao invés de soluções improvisadas, como estrados para os pés ou o aumento das pernas das mesas, uma mesa com altura regulável é mais recomendada. Na figura a seguir são mostradas as alturas de trabalho desejáveis para atividades em pé, em relação à altura das pessoas, sendo que a linha de referência corresponde à altura do cotovelo a partir do chão, que é em média 1.050 mm para os homens e 980 mm para as mulheres.
KROEMER, K. H. E.; GRANDJEAN, E. Manual de ergonomia: adaptando o trabalho ao homem. 5. ed. Porto Alegre: Bookman, 2005. (Adaptado).
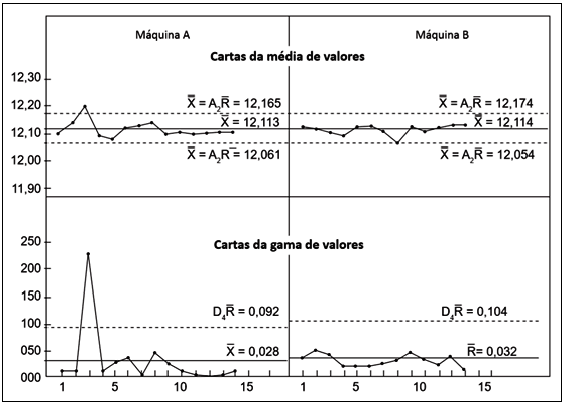
As indústrias farmacêuticas necessitam de rigoroso controle de qualidade de seus processos e produtos em razão da precisão dos princípios ativos presentes nos fármacos e na regularidade (posologia) requerida pelos tratamentos de saúde. A respeito desse procedimento, são apresentadas, a seguir, as cartas de controle do processo de enchimento de ampolas com comprimidos, cuja alimentação é feita por duas máquinas, A e B, em uma indústria farmacêutica.
Cartas de Controle para a média e gama (amplitude) das máquinas de enchimento A e B
LIMA, A. A. N. et al. Aplicação do controle estatístico de processo na indústria farmacêutica. Revista de ciências farmacêuticas básica e aplicada, v. 27, n. 3, p. 184, 2006. (Adaptado).
Analisando as cartas de controle das máquinas A e B, apresentadas na figura, conclui-se que, para reduzir a variância do processo de enchimento de ampolas com comprimidos, deve-se
O pensamento “enxuto” considera que devem ser reduzidos
os desperdícios de todos os níveis do processo de
produção. O gerente de produção de uma determinada
empresa participa de um projeto de desenvolvimento de
produto, que objetiva obter uma nova plataforma de um
modelo já existente na empresa. Levando em consideração
o pensamento enxuto, o gerente de produção propõe
para a equipe de desenvolvimento o uso da técnica Failure
Mode and Effect Analysis (FMEA), tanto no desenvolvimento
de produto como no novo processo de produção.
Considerando as suas especificidades,
O modelo geral de gestão da qualidade tem seus princípios,
sistemas e ferramentas, respectivamente, nos níveis
estratégico, tático e operacional. Nesse contexto, o nível
tático inclui
Considere as tabelas com as previsões de vendas e vendas concretas apresentadas a seguir:
Previsão
1
2
3
4
A
20
30
40
30
B
10
15
10
15
Vendas
1
2
3
4
A
22
27
32
10
B
12
10
7
Semana
Sabe-se que o tamanho do lote A é de 4 unidades e o doB, 3 unidades; os estoques de segurança de A e de B são de 5 unidades; e os estoques iniciais de A e B são, respectivamente, de 13 unidades e de 17 unidades; para a produção de cada produto A são necessárias 2 horas, e para a produção de cada unidade de B, 5 horas. A carga horária máxima semanal disponível é de 200 horas. Com base na análise da previsão de demanda, das vendas realizadas e das restrições da produção, o MPS para os dois produtos (A e B), nas semanas de um a quatro, é:
Quando se realiza o planejamento agregado é feita a análise
das seguintes estratégias de produção, para posteriormente
buscar soluções híbridas mais precisas: a) acompanhamento
da demanda, b) força de trabalho constante permitindo
falta, c) força de trabalho constante não permitindo
falta, d) força de trabalho constante com subcontratação ou
hora extra. Tendo em vista estas estratégias,